
Key Takeaways
- Enable retraction: Retraction pulls back the filament into the print head to prevent oozing. Check if it is activated and adjust the distance and speed.
- Lower print temperature: A high temperature can make the filament too watery and leaky. Reduce it by 5°C increments until the stringing stops.
- Reduce print speed: A fast print speed can cause under-extrusion and gaps. Balance your speed with your temperature and layer height.
- Clean the nozzle: Dust and debris can clog the nozzle and affect the extrusion quality. Use cleaning filament, cold pull, solvent, or needle to clear the blockage.
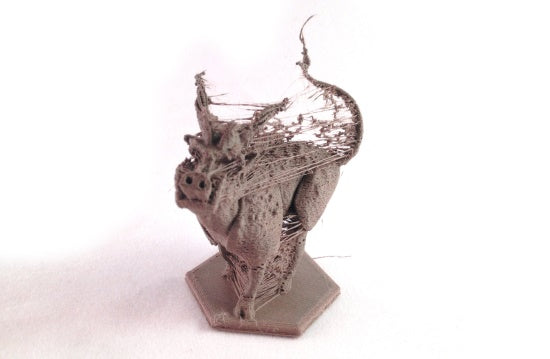
Stringing is usually caused by the print nozzle oozing print material as it moves from one place to another. The oozed material cools and hardens into thin “strings” – hence the name.
A print suffering from stringing can be really ugly. In mild cases, you can simply sand off the extra wisps of stray filament. But with the right settings, you can learn to fully prevent this altogether.
In this guide, I’ll show you how to diagnose the cause of your stringing issues, and walk you through my step-by-step solutions.
How to Prevent Stringing
What Causes Stringing?
Here are the common causes of your prints stringing or nozzle oozing. Your symptoms may be caused by one or all of these, so it’s worth trying each out (in order) to diagnose the problem.
Retraction Settings
Retraction is a slicer setting that is usually activated by default. When retraction is activated, the printing filament is pulled back or retracted into the print head any time the head moves from one print point to another.
So, if you’re seeing stringing on your objects, the first thing to do is to check that the retraction setting is indeed active.
If retraction is activated and stringing is still occurring, you can then use the additional settings tab to incrementally increase retraction distance and speed. This will cause the filament to retract farther into the print head more quickly before each new pass.
Your results will vary slightly depending on your filament type and print speed, but here is a good range to keep your retraction settings:
| Retraction Distance | 1-5 mm |
| Retraction Speed | 20 mm/s to 75 mm/s |
| Retraction Extra Prime Amount | 0 mm/s |
| Retraction Minimum Travel | 1.5 mm |
| Maximum Retraction Count | 10 |
| Minimum Extrusion Distance Window | 10 mm |
| Limit Support Retractions | Toggled On |
| Combing Mode | Within Infill |
Temperature and Print Speed
A common cause of persistent PLA stringing, or other materials; is a print temperature that is too high. When the temperature in the print head is too high for the material being used, the filament becomes too viscous and watery and leaks out the print nozzle.
If you’re still experiencing stringing after checking your retraction settings, try reducing your print temperature in 5°C increments to see if that clears up the problem.
If you have lowered your print temperature to prevent stringing, you will also likely need to reduce your print speed to prevent under-extrusion problems from occurring.
A lower print temperature means that the print material will flow more slowly. Therefore, keeping the print speed where it was can mean that gaps and holes can begin to appear in your object in the places where the extruded material couldn’t keep up with the speed of the print head.
A travel speed of 150 mm/s to 200 mm/s is recommended for most prints – but you should always balance this recommendation against changes to your printing temperature to avoid under-extrusion.
Nozzle Maintenance
Dust, debris, and filament residue can get stuck in the nozzle and cause a total or partial blockage. When the nozzle is totally blocked the extruder motor will struggle to push filament out of the nozzle and you’ll hear a clicking sound. A partial blockage prevents filament from extruding smoothly, causing surface defects such as strings.
Keeping your printer nozzle clean helps to prevent stringing. Here are a few quick ways to clean your nozzle when it’s blocked.
Cleaning Filament
Cleaning filament is a non-abrasive material that washes out your nozzle to rid it of stuck residue. You typically load cleaning filament just like normal printing filament. As the printer extrudes the cleaning filament, it will bring any particles stuck in the nozzle with it.
Because cleaning filament still needs to be extruded, it won’t work on a completely blocked nozzle that doesn’t flow; it’s more of a preventative measure than a cure.
Cold Pull Method
This method will dislodge any stuck materials in a completely blocked nozzle.
- Heat the hot end to 250-260°C
- Allow it to cool
- Heat up again to around 115°C+
- Manually push the filament through the nozzle as it heats up to thoroughly push out any stuck material.
The downside of the cold pull method is that it’s time-consuming and strains your 3D printer.
Cleaning Solvent
Sometimes, a cleaning solvent such as acetone is necessary to break down the particles stuck in the nozzle and get it running properly again.
This requires you to disconnect the nozzle and soak it in the solution for a few hours. Acetone works well for ABS, while ethyl acetate is better for PLA. Once removed, the nozzle is now easier to clean with a thin wire or needle.
Thin Wire/Needle
You can dislodge stubborn blockages by running a thin wire or needle through your nozzle.
Some popular choices include:
- Guitar strings
- Surgical needles
- Acupuncture needles.
- Sewing needles
Heat up your printer’s hot end to the temperature of the stuck filament. Using a pair of pliers, direct the needle/wire into the nozzle and move it back and forth to dislodge clogged particles.
Filament Drying
Many filaments are hygroscopic, meaning they absorb moisture when left in the open. This moisture evaporates during printing and causes a pressure increase in the extruder, which can lead to stringing.
FDM filaments need to be stored in airtight containers to prevent them from absorbing too much moisture. If you suspect that your filament has already picked up moisture from the air, I recommend drying it using an oven or filament dryer.
To dry wet filament in an oven:
- Find out the glass transition temperature of your filament
- Set your oven below your filament’s glass transition temperature. If possible, use an oven thermometer to get better accuracy. Some rough estimates for common filaments include:
- PLA: 45 °C
- ABS: 75°C
- Nylon: 85 °C
- Place your wet filament into the oven and leave it there for four to six hours.
Filament dryers give you the same results as ovens but in a more controlled setting.
Along with a precise temperature controller, fan, and display meter, a filament dryer heats up the filament just enough to evaporate the absorbed moisture.
Coasting
If everything else fails, “coasting” might solve your stringing problem completely. It is where the printer stops extruding shortly before the end of a print movement. This reduces pressure within the print head before it travels over an open area, making it less likely to extrude melted filament.
Therefore, the material that could have ended up as strings in the open area is instead used to complete a layer before another print movement.
It’s a special feature that’s available only in Cura and Simplify 3D, making it less known and tricky to calibrate. It involves adjusting two parameters:
- Coasting volume – the amount of material that the extruder holds back right before the end of the print movement. It represents the volume of material that could have oozed out as stringing in the gaps of your print.
The greater the coasting volume, the earlier the extrusion will stop. A starting point is to have your coasting volume at the cubed value of your nozzle’s diameter.
- Minimum volume before coasting – the minimum amount of material that should be in the nozzle’s extrusion path before coasting is triggered. This means if you set the value too low, coasting will be triggered when it’s not necessary. A safe value is about 0.8 mm3.